

F.E.S. GMBH
Germany

BK 0.5 US/K – BK 2.5 US/K (0.5 – 2.5 m² filter area) Dry cake discharge No fleece consumption compact systems are used for cleaning contaminated cutting fluids in metal processing and rolling mill operations. Cleaned cutting fluids have longer lifespan, improve the surface quality of workpieces or rolled goods, and help dissipate heat at the processing or forming location. Advantages: Fully automatic operation Excellent filtration results without fleece consumption Minimal carryover of cutting fluid Dry cake discharge Low maintenance requirements Full-flow filtration Maximum lifespan of cutting fluid Option for emergency operation with fiber fleece The cleaned cutting fluid is supplied to the system pump (A) from the clean tank (B) of the processing machine (C). The contaminated cutting fluid is introduced into the dirt tank (E) of the folding belt filter system through the lifting stations. The internal processing of the system consists of two steps: “Filtration” and “Regeneration.”

F.E.S. GMBH
Germany
Automatic Precoat Filter are used for the cleaning of contaminated cutting fluids in metal processing and rolling mill applications. Clean cutting fluids lead to longer tool life, improved surface quality of workpieces or rolled goods, and efficient heat dissipation at the processing or forming point. Advantages: Fully automatic operation Excellent filtration results Compact size Low maintenance requirements Full-flow filtration Dry cake discharge with minimal carryover of cutting fluid No fleece consumption Maximum lifespan of cutting fluid Operating Principle: The cleaned cutting fluid is supplied to the filter system pump (1) from the clean tank (2) of the processing machine. The contaminated cutting fluid is introduced into the dirt tank (3) of the cake filtration system through inlet channels or lifting stations. The internal processing of the system consists of four steps: “Cake Formation,” “Filtration,” “Regeneration,” and “Sludge Treatment.”

STEINSTOSSER & SCHMACHTENBERG GMBH & CO. KG
Germany
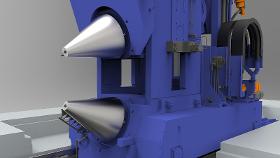
Rotary shear knives made from tool and PM steels in the highest OEM quality with a hardness of up to 60 HRc. CNCcontrolled machines guarantee you tight and consistent form and position tolerance for the knives. Inquire now.

F.E.S. GMBH
Germany
Hinged belt filters, also known as folding belt filters, are used for cleaning contaminated coolant fluids in metal processing and rolling mill applications. Cleaned coolant fluids have longer service life, improve the surface quality of workpieces or rolled goods, and assist in heat dissipation at the processing or forming site. Advantages: High throughput capacity No backflushing required during regeneration Easy discharge of filter cake Short regeneration time Compatible with various plastic filter belts High and low-pressure flushing system Cost-effective Operation: The F.E.S. hinged belt filter incorporates a circulating plastic filter belt to meet the filtration requirements without disposal issues. A filter belt cleaning device is located below the filtrate discharge chamber. The opening and closing of the chambers are controlled by two pneumatic cylinders. The self-locking toggle lever mechanism keeps the chambers closed even in the event of a loss of compressed air.

F.E.S. GMBH
Germany
Vacuumfilters are used for the cleaning of contaminated cutting fluids in metal processing and rolling mill applications. Clean cutting fluids lead to longer tool life, improved surface quality of workpieces or rolled goods, and efficient heat dissipation at the processing or forming point. Advantages: Compact size Excellent filtration results Low installation effort Low maintenance requirements Affordable price Optional configuration without consumable filter fleece, with continuous filter belt, and washing device Significantly lower consumption of filter fleece compared to gravity filter systems during challenging filtration tasks and fleece operation Operating Principle: The contaminated cutting fluid flows through a piping system (1) and an inlet distributor (11) into the dirt chamber (2) of the underpressure filter tank.

F.E.S. GMBH
Germany
Pressure belt filters are used for cleaning contaminated cutting fluids in metal processing and rolling mill applications. Cleaned cutting fluids have longer lifespan, improve surface quality, and contribute to heat dissipation at the processing or forming point. Advantages: High throughput capacity No backwashing during regeneration Easy discharge of filter cake Short regeneration time Compatible with various plastic filter belts High and low-pressure rinsing system Affordable price Operation: The F.E.S. pressure belt filter addresses the need for filtration without disposal issues by utilizing a standard feature of a circulating plastic filter belt. A filter belt cleaning device is integrated into the head section of the belt filter. The closing mechanism of the sealing flaps, lowered pneumatic cylinders, and movable protective covers ensure a low height for easy installation and operation.
SIEMPELKAMP MASCHINENFABRIK GMBH
Germany
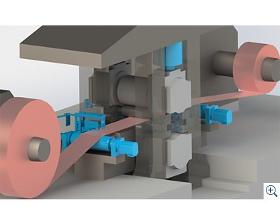
With the ring rolling mill Siempelkamp completes its range of products for the manufacture of rings. From forging the pre-forms to manufacturing the ring blanks to ring rolling, we supply everything from a single source. Siempelkamp’s ring rolling mill manufactures seamless rings made of steel and special materials such as nickel-base, titanium, or aluminium alloys using maximum radial and axial pressing forces. The radial pressing force is hydraulically generated and applied to the part via a mandrel roll. Radial rolling is carried out by reducing the roll gap between the driven external roller and the mandrel roll. The axial pressing force is also hydraulically generated and applied to the part via the upper axial roller. Axial rolling is carried out by means of the vertical forward feed of the upper axial roller. A centring device provides for the correct position of the ring during the rolling process.

SIEMPELKAMP MASCHINENFABRIK GMBH
Germany
Application areas for straightening presses include the sheet metal processing industry. Here, this type of press is used for the straightening of semi-nished products, such as the levelling of uneven sheet metal and slab surfaces, which are used in subsequent processes. In addition to high straightening accuracy, Siempelkamp straightening presses provide a broad straightening spectrum and high exibility in the further processing of sheet metal. For materials with a tensile strength of 1,300 N/mm2, sheet metal with a thickness of approx. 300 mm can be processed To do so, the presses are equipped with one or several straightening rams which can be operated together or individually. The pressing force needed for straightening is applied across the entire press width. Sheet metal can be straightened by cold or warm forming with sheet temperatures of up to 600°C.

FRIEDRICH VOLLMER FEINMESSGERÄTEBAU GMBH
Germany
The BFI shapemeter rolls that we produce under licence from the VDEh-Betriebsforschungsinstitut (BFI) have a solid roll body with a homogeneous steel surface. They are normally installed instead of the existing deflector rolls. For the measurement of wedge-shaped strip, Vollmer offers a special solution that is also based on the BFI patent. It ensures that the flatness of the strips is measured correctly even though transversal stresses are created in the strip during coiling. Individual adaptation With individually manufactured diameters between 200 and 500 mm it is possible to precisely replace the deflector rolls in practically all mills. The outer surface of the roll body is absolutely homogeneous and can be reground on all standard roll grinding machines. The width of the measuring zones can be freely selected above 17 mm. The number of measuring zones that the roll should have is determined individually.
FRIEDRICH VOLLMER FEINMESSGERÄTEBAU GMBH
Germany
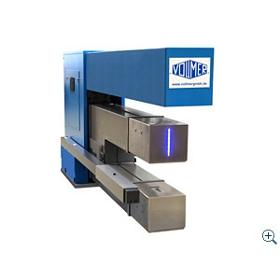
The new standard for precision and speed With the new VTLG Series laser systems, Vollmer is giving strip thickness measurement new impetus: They combine the highest precision with rolling mill-oriented design. Thanks to their unique measuring method, they are suitable for use in cold rolling mills. With a measuring precision of ± 1 µm and scanning rate of up to 80 kHz, they offer the precision and speed necessary for the control of the strip thickness. VTLG systems are the only laser gauges to measure the strip thickness during rolling in the mill, thus opening up completely new possibilities in production and quality assurance for our customers. As with our contact gauges, they measure the thickness irrespective of the alloy – ideal preconditions for use in the rolling mill, but also on the annealing line, in the finishing section, on the strip edge miller or in the steel service centre.

FRIEDRICH VOLLMER FEINMESSGERÄTEBAU GMBH
Germany
Over 130 successfully completed projects worldwide. With the combination of the understanding of the whole rolling process and the experience with modern control methods, we have implemented modernisation solutions in many rolling mills that have significantly improved the quality of the finished product and the efficiency of the production. For thickness control, for example, we convert mills from electric motor to servo-hydraulic screwdown of the stands. We also replace pancake cylinders or the combination of spindle and hydraulic screwdown with modern long-stroke cylinders. Vollmer has already modernised mills with a rolling force of 3,000 t. For the modernisation of the shape control system, too, Vollmer offers complete solutions through to the control and modification of the adjusting elements.
FRIEDRICH VOLLMER FEINMESSGERÄTEBAU GMBH
Germany
Efficiency thanks to flat strip The use of flatness measurement alone without control already achieves a noticeable increase in productivity because strip breaks can be effectively prevented or the mill can be operated at the maximum possible speed for the particular unflatness. If the mill has the necessary adjusting elements, the Automatic Flatness Control (AFC) results in an effective improvement in quality. Control results of ± 4 I-units referred to the respective nominal curve are realistic. With our detailed know-how of the interplay between measurement, control and rolling mill we are on of the few manufacturers able to supply complete control systems for the strip shape – from the sensor through to the control of the adjusting elements From the pivoting of the rolls through to the combination of pivoting, bending, shifting of the intermediate rolls and zone cooling and far more – we have a command of the whole spectrum of shape control.

FRIEDRICH VOLLMER FEINMESSGERÄTEBAU GMBH
Germany
The systems of the VBP Series are offline tactile measuring systems which evaluate the cross-profile of the strip – irrespective of the alloy – on strip samples cut from the coil. They are frequently used in hot rolling mills for aluminium and steel, because it is here that the cross-profile is set for all the subsequent uses of the strip; the cross-profile measurement is of great significance at this point. During rolling, X-ray gauges are generally used which operate irrespective of the alloy and which have limited precision due to the high temperatures at the measuring point and due to the other ambient conditions. The high-precision cross-profile measurement is then performed offline using the VBP systems with their measurement accuracy of down to ± 1 µm. In this way the mill operators can achieve a high process reliability.

FRIEDRICH VOLLMER FEINMESSGERÄTEBAU GMBH
Germany
Proven for decades The contact gauges that measure the thickness of the strip with an accuracy of a few micrometres are renowned for their outstanding precision and exceptional reliability: Almost 2000 systems that have gone into operation worldwide in recent decades are still in use even today. They still form an integral part of the measurement technology in new plants where the highest precision is demanded. Flexible from 0.01 to 24 mm Tactile measurement is employed at all stages of the strip production process – on the annealing line and during rolling, on the finishing line or during strip processing as well as in the steel service centre. Vollmer delivers the systems in different versions for thicknesses from 0.01 to 24 mm. Precise even on wavy strip With a measuring precision of down to one micrometre per millimetre of strip thickness, they meet the demands of modern rolling mills. Contact gauges adapt to the strip passage and follow any waviness of the material.

CASTSERVICE GMBH
Germany
Special heat resisting and wear resisting materials are needed in the limestone and cement production. Already since many years we develop and supply high quality casting parts that fulfill these requirements and extend the service time of your production facilities. In order to achieve this, we produce tailored products in close collaboration with our customers that are designed to meet the special demands. We also consult you in questions regarding the choice of the materials and the design. In addition to that, CS-specific-materials and CS-design-developments show our capability.

KLÖCKNER & CO DEUTSCHLAND GMBH
Germany
Shape: sheet Material: EN AW-5083 (AlMg4,5Mn), 3.3547, H111 Type of manufacture: rolled Condition: annealed, slightly work-hardened Surface finish: Mill-finish Standard: EN 573/EN 485 eClass 9.1: 35020501 UNSPSC 11.2: 30102506 Dimensions: Thickness (mm): 1.5 - 10 Width (mm): 1,000 - 1,500 Length (mm): 2,000 - 3,000

KLÖCKNER & CO DEUTSCHLAND GMBH
Germany
Shape: sheet Material: EN AW-5754 (AlMg3), 3.3535, H22 Type of production: cold-rolled Condition: work-hardened, annealed, 1/4 hard Surface finish: Mill-finish Standard: EN 573/EN 485 eClass 9.1: 35020501 UNSPSC 11.2: 30102506 Dimensions: Thickness (mm): 0.5 - 6 Length (mm): 2,000 - 4,000 Width (mm): 1,000 - 2,000 Foliation: no foil, protection foil, no paper

Do you sell or make similar products?
Sign up to europages and have your products listed

KLÖCKNER & CO DEUTSCHLAND GMBH
Germany
Shape: warted plate, duett Material: EN AW-5754 (AlMg3), 3.3535 Type of manufacture: rolled Surface finish: Mill-finish Standard: EN 573/EN 485 eClass 9.1: 35020502 UNSPSC 11.2: 30102506 Dimensions: Thickness (mm): 1.5 - 8 Length (mm): 2,000 - 4,000 Width (mm): 1,000 - 2,000

KLÖCKNER & CO DEUTSCHLAND GMBH
Germany
Shape: sheet Material: EN AW-5754 (AlMg3), 3.3535, H111 Type of manufacture: rolled Surface finish: Mill-finish Standard: EN 573/EN 485 eClass 9.1: 35020501 UNSPSC 11.2: 30102506 Dimensions: Thickness (mm): 1 - 6 Length (mm): 2,000 - 4,000 width (mm): 1,000 - 2,000 Foliation: no foil, protection foil, no paper

FRIEDR. GUSTAV THEIS KALTWALZWERKE GMBH
Germany
Most stringent tolerances, seamless edge shapes, linear straightness and absolute flatness: this sums up our flat wire. We achieve its outstanding properties through sophisticated calibration coordination and precise shaping in multi-roller profile rolling plants. We provide you with every type of edge: Natural edges, cut, rolled or chased edges. We also gladly manufacture special edges in accordance with technical drawings. We manufacture complete profiles on different tandem rolling mills for profiles, using round wire or pre-split steel strip. Here our own tool making plays a big role; our guarantee for precise profile shaping with the narrowest of radii and angles.
Results for
Rolling mills - Import exportNumber of results
21 ProductsCompany type