


HAINBUCH GMBH SPANNENDE TECHNIK
Germany
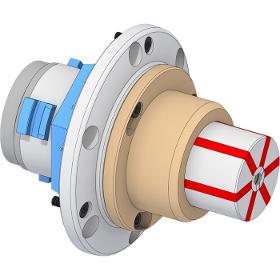
No problem to change-over from O.D. clamping to I.D. clamping Change-over from O.D. clamping to perfect I.D. clamping, without changing the clamping device? No problem with MANDO Adapt: Place the mandrel in the mounted clamping device, tighten three screws, and lock the mandrel in the clamping device. Reduce time In this process the mandrel engages in the coupling of the clamping device via a sophisticated mechanism, where otherwise the clamping head engages. MANDO Adapt is attractive with extreme rigidity and precision. Without adjusting For rotating products, concentricity of 0.005 mm between chuck taper and mandrel taper can be achieved. For stationary clamping devices repeatability of 0.003 mm is possible. And best of all: This can all be accomplished without adjusting.

HAINBUCH GMBH SPANNENDE TECHNIK
Germany
Extremely high clamping force Often complete machining fails for lack of an effective I.D. clamping device. In many cases the jaw chuck is a makeshift solution. However, even conventional mandrels with slotted clamping sleeves quickly reach their limits in terms of accuracy, rigidity, and opening stroke. HAINBUCH segmented mandrels use state-of-the-art clamping technology that is convincing, even in the most critical applications. Segmented clamping bushing with extremely hard, wear resistant and rigid segments The central element is the vulcanized segmented clamping bushing. Because conventional clamping bushings are made of spring steel and are only annealed to spring hardness, they are »soft« and they must »bend« to clamp the workpiece. HAINBUCH segmented bushings, on the other hand, are made of case-hardened chromium-nickel-steel and have segments that are extremely hard, wear resistant and rigid.

HAINBUCH GMBH SPANNENDE TECHNIK
Germany
No problem to change-over from O.D. clamping to I.D. clamping Change-over from O.D. clamping to perfect I.D. clamping, without changing the clamping device? No problem with MANDO Adapt: Place the mandrel in the mounted clamping device, tighten three screws, and lock the mandrel in the clamping device. Reduce time In this process the mandrel engages in the coupling of the clamping device via a sophisticated mechanism, where otherwise the clamping head engages. MANDO Adapt is attractive with extreme rigidity and precision. Without adjusting For rotating products, concentricity of 0.005 mm between chuck taper and mandrel taper can be achieved. For stationary clamping devices repeatability of 0.003 mm is possible. And best of all: This can all be accomplished without adjusting.
HAINBUCH GMBH SPANNENDE TECHNIK
Germany
No problem to change-over from O.D. clamping to I.D. clamping Change-over from O.D. clamping to perfect I.D. clamping, without changing the clamping device? No problem with MANDO Adapt: Place the mandrel in the mounted clamping device, tighten three screws, and lock the mandrel in the clamping device. Reduce time In this process the mandrel engages in the coupling of the clamping device via a sophisticated mechanism, where otherwise the clamping head engages. MANDO Adapt is attractive with extreme rigidity and precision. Without adjusting For rotating products, concentricity of 0.005 mm between chuck taper and mandrel taper can be achieved. For stationary clamping devices repeatability of 0.003 mm is possible. And best of all: This can all be accomplished without adjusting.

Do you sell or make similar products?
Sign up to europages and have your products listed

HAINBUCH GMBH SPANNENDE TECHNIK
Germany
Extremely high clamping force Often complete machining fails for lack of an effective I.D. clamping device. In many cases the jaw chuck is a makeshift solution. However, even conventional mandrels with slotted clamping sleeves quickly reach their limits in terms of accuracy, rigidity, and opening stroke. HAINBUCH segmented mandrels use state-of-the-art clamping technology that is convincing, even in the most critical applications. Segmented clamping bushing with extremely hard, wear resistant and rigid segments The central element is the vulcanized segmented clamping bushing. Because conventional clamping bushings are made of spring steel and are only annealed to spring hardness, they are »soft« and they must »bend« to clamp the workpiece. HAINBUCH segmented bushings, on the other hand, are made of case-hardened chromium-nickel-steel and have segments that are extremely hard, wear resistant and rigid.

HAINBUCH GMBH SPANNENDE TECHNIK
Germany
Maximum machining capacity MAXXOS T211 is a mandrel with a hexagonal pyramid shape instead of a round taper – perfect for demanding and reliable process manufacturing. Through the hexagonal clamping pyramid, maximum transmission forces can be realized. The segmented clamping bushing with the hexagon socket sits on the clamping pyramid with an absolute positive fit, which enables maximum machining capacity with less vibration and thereby less tool wear. The lubrication, combined with its leak-tightness ensures an extremely constant production flow and therefore maximum reliability. By the way, our segmented clamping bushings offer a factory-standard run-out accuracy of ≤ 10 μm. If you need even greater precision, there are two additional levels of run-out quality to choose from. Even a run-out accuracy of ≤ 2 μm is possible upon request.

HAINBUCH GMBH SPANNENDE TECHNIK
Germany
Made for the gear-cutting sector Clamping solutions for the gear-cutting sector are individual and have very special requirements. Consequently, it is not easy to find the suitable clamping device, particularly in the case of high variant diversity and smaller lot sizes. The conventional solution is to use fixtures that are more or less effective. Rigid and narrow standard segmented mandrel Fortunately, this is now history. With the MANDO G211 you are relying on a standard segmented mandrel. You profit from in-stock segmented clamping bushings. The rigid and narrow mandrel with optimized tool runout contour is ideal for use in gear cutting applications. Moreover, it can also be used for gear shaping or grinding. Three end-stop levels that are placed with different proximity to the workpiece make it possible to use individual workpiece end-stops. Also a coolant connection ensures process reliability.

HAINBUCH GMBH SPANNENDE TECHNIK
Germany
Whether lathe or machining center Complete machining made easy: You cannot only use our MANDO and MAXXOS segmented mandrels on the lathe, you can also use them in stationary mode. Simply screw the mandrel onto the ms dock [manually actuated] or hs dock [hydraulically actuated] and you can clamp your workpiece from the inside, stationary mode. Precise, without vibration and with minimum set-up effort. The extremely wear-resistant segmented clamping bushing of case-hardened chromium-nickel-steel with the rubber between the segments, especially developed by HAINBUCH, makes it possible. Hydraulic actuating unit hs dock hs dock is an absolute powerhouse that enables hydraulic implementation of MANDO and MAXXOS segmented mandrels on machining centers. Media supply can be freely selected. It is actuated either from the side or via a base plate from below. Perfect when automation is involved.

HAINBUCH GMBH SPANNENDE TECHNIK
Germany
Whether lathe or machining center Complete machining made easy: You cannot only use our MANDO and MAXXOS segmented mandrels on the lathe, you can also use them in stationary mode. Simply screw the mandrel onto the ms dock [manually actuated] or hs dock [hydraulically actuated] and you can clamp your workpiece from the inside, stationary mode. Precise, without vibration and with minimum set-up effort. The extremely wear-resistant segmented clamping bushing of case-hardened chromium-nickel-steel with the rubber between the segments, especially developed by HAINBUCH, makes it possible. Manual actuating unit ms dock The hand-actuated ms dock in conjunction with stationary MANDO and MAXXOS segmented mandrels is ideal for machining centers, measuring machines, radial drill presses, parallel and angle plate clamping or for clamping on dividing heads. The version ms dock rotating can be used on turning and grinding machines until RPM 1/min.
Results for
Mandrel - Import exportNumber of results
11 ProductsCompany type