
NANOSYSTEC GMBH
Germany
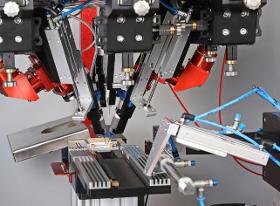
VersaSolder uses selective laser soldering for applications where other methods fail. A laser beam heats an area without impacting the surrounding the key advantage of this non-contact joining technique.A lens assembly focuses the laser power which melts the solder onto the working area. It is tailored exactly to the specific shape of the solder joint and the beam may be circular, elliptic or a straight line. An optional pyrometer measures the temperature in the melt pot and the electronic actively regulates the power profile. Multiple solder heads heat various areas at the same time and a symmetrical arrangement reduces shift. In order to achieve higher productivity, nanosystec developed the Multi Beam Optic (MBO). It generates a number of sub beams processing more than one connection in the same time – up to 40 individual spots have been demonstrated.

HERRMANN ULTRASCHALLTECHNIK GMBH & CO. KG
Germany
In interaction with the sonotrode, the anvil produces and shapes the joint and thus is one of the core components of the ultrasonic sealing process. Sealing of films requires focusing of the energy by means of the tooling profile, which is mostly mounted to the anvil. Highest rigidity and plane parallelism ensure best joint quality. Anvil profiles are essential for the quality of the weld result and are produced to customer requirements and adapted to respective applications.

KLN ULTRASCHALL AG
Germany
The riveting process creates irresolvable interlocking bonds. This is achieved by forming or reforming of thermoplastics. In most cases in this procedure only point-shaped or segmented joints are realized. In contrast to welding of two components there cannot be achieved hermetic joints. A particular version of this procedure is the bonding of plastics with metals, textiles and cardboard. The method is frequently used for wooden decoration parts, into which a chrome decoration strip has to be embedded. As a rule the hot form riveting is carried out in a one-cycle process. A heated riveting stamp forms the riveting head under pressure. After forming the stamp is shortly cooled down in order to avoid adhesion of the plastic material on the thermal riveting stamp. After this short cooling phase the riveting stamp is again moved above.

KLN ULTRASCHALL AG
Germany
The riveting process creates irresolvable interlocking bonds. This is achieved by forming or reforming of thermoplastics. In most cases in this procedure only point-shaped or segmented joints are realized. In contrast to welding of two components there cannot be achieved hermetic joints. A particular version of this procedure is the bonding of plastics with metals, textiles and cardboard. The method is frequently used for wooden decoration parts, into which a chrome decoration strip has to be embedded. During the heating-up phase the hot air riveting does not get into contact with the material. A continous hot air flow heats up the riveting pin. Here the forming of the riveting head is carried out with a cold stamp in a separate station. By the cooling phase next in line a lower relaxation of the plastic material is achieved by pressure and mold constraint

Do you sell or make similar products?
Sign up to europages and have your products listed
Results for
Shaped joint - Import exportNumber of results
4 ProductsCompany type