

ZINNER GMBH PRÄZISIONSWERKZEUGE
Germany
In face turning the tool moves vertically to the axis of the work-piece. When rough machining, a tool movement from the outside of the work-piece to the inside is preferred; in finish machining, the preferred movement is from the inside to the outside. The largest possible corner radius should be chosen in order to ensure optimal tool stability and cost-effectiveness.

ZINNER GMBH PRÄZISIONSWERKZEUGE
Germany
Contrary to external turning, tool selection and tool use are of greater significance in internal turning as these are limited by the length and hole diameter of the work-piece. During internal turning it is very important to select a boring bar which is optimal for the hole diameter in order to minimise vibrations. Zinner tools are available in steel, heavy metal or hard metal shanks.

ZINNER GMBH PRÄZISIONSWERKZEUGE
Germany
ZINNER PKD or highly positively polished cutting inserts are used for machining aluminium and copper. Glass-fibre reinforced materials are machined with PKD or coated PKD tools. Diamond tools are ideally suited for the high gloss turning of non-ferrous metals.

ZINNER GMBH PRÄZISIONSWERKZEUGE
Germany
CBN (cubic boron nitride) is the next hardest material after diamonds. When properly used, tools made from CBN exhibit considerably less wear than other materials. Cutting inserts or even VHM tools can be equipped with CBN. Technical application: Hardened tool steels with hardnesses greater than 55 HRC or high speed steels (HSS) can be machined without problems using CBN. Case hardened steels and chilled cast iron can also be machined with CBN. Non-ferrous metals are totally unsuitable for CBN; diamond tools are needed for these.

ZINNER GMBH PRÄZISIONSWERKZEUGE
Germany
Thread turning is a special turning process.In thread turning a distinction is made between three different forms of presentation; the use of these depends on the thread pitch, the machine tool, the work-piece material and the cutting edge geometry. In the case of large threads, the tool must traverse the same track several times, penetrating deeper each time. The full depth of cut is therefore divided into several smaller cuts, thus preventing an overload on the sensitive tip of the thread profile of the cutting edge. In order to ensure profile accuracy, the helix angle of the thread must coincide as far as possible with the angle of inclination of the threaded plate. Thread turning method

Do you sell or make similar products?
Sign up to europages and have your products listed

ZINNER GMBH PRÄZISIONSWERKZEUGE
Germany
When turning outside diameters, it is necessary to consider which clamping system should be used and which components will be made most often. This is because if larger components are to be turned (and therefore with correspondingly greater depths of cut) a different system must be used than when turning smaller components with a finishing pass. Determining the cutting direction and tool holder A turning tool which works from right to left is called a right-hand turning tool because it machines the right-hand side of the work-piece (when looking at the tool point, the main cutting edge of the turning tool is on the right). View of internal and external turning Clamping systems The C Clamping System, P Clamping System, the M and S Clamping Systems. ISO Key image
SYSKOMP GMBH - EMICO
Germany
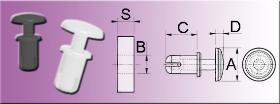
These rivets can be brought into the right position with one turn. No tools required! Mountable by the press of a finger. Material: PA 6 , UL 94 V-2 Colours: last digits 600 = white last digits 699 = black Further types on written request.

LUDWIG HUNGER WERKZEUG- UND MASCHINENFABRIK GMBH
Germany
Application The VD2 is designed to reface valve seats of the engines of trucks. heavy construction vehicles and small ships. Features The VD2 refaces the valve seat in a lathe-type facing action. The tool head includes two inclined slideways for refacing 30° and 45° valve seats. A single point turning tool is clamped to tool slide guided in the respective slideway. When the VD2 is rotated around the pilot by hand, the turning tool travels in a circle around the valve seat with continuous outward transverse feed motion under the correct seat angle. A steady rest which is mounted on the cylinder head stabilizes the VD2 below the crank handle. The steady rest eliminates runout when rotating the VD2 around the pilot. As a result, the seat is refaced to concentricity with the valve guide under the correct seat angle.

LUDWIG HUNGER WERKZEUG- UND MASCHINENFABRIK GMBH
Germany
Application The VDS2 is designed to reface valve seats of the engines of trucks. heavy construction vehicles and small ships. Features The VDS2 refaces the valve seat in a lathe-type facing action. A gear head includes a feed mechanism for continous outward transverse motion of the single point turning tool when the VDS2 is rotated around a pilot inserted in the valve guide. The direction of the feed motion is defined by an exchangeable adapter head screwed to the gear head. A steady rest which is mounted on the cylinder head stabilizes the VDS2 below the crank handle. The steady rest eliminates runout when rotating the VDS2 around the pilot. As a result, the seat is refaced to concentricity with the valve guide under the correct seat angle.

LUDWIG HUNGER WERKZEUG- UND MASCHINENFABRIK GMBH
Germany
Application The VDS1A is designed to reface valve seats of the engines of motorcycles, cars and light commericial vehicles. Features The VDS1A refaces the valve seat in a lathe-type facing action. A gear head includes a feed mechanism for continous outward transverse motion of the single point turning tool when the VDS1a is rotated around a pilot inserted in the valve guide. The direction of the feed motion is defined by an exchangeable adapter head screwed to the gear head. A steady rest which is mounted on the cylinder head stabilizes the VDS1A below the crank handle. The steady rest eliminates runout when rotating the VDS1A around the pilot. As a result, the seat is refaced to concentricity with the valve guide under the correct seat angle.

KAPP NILES GMBH & CO. KG
Germany
Beside the non-dressable CBN grinding tools, dressable grinding tools of leading manufacturers can be used on our machines, too. Vitrified bond aluminium oxide tools are dominant. Sintered aluminium oxide is preferred as the grinding tool for grinding of steel due to its resilience and grinding capability. Gray cast-iron can also be processed with normal aluminium oxide. The profiling of the grinding tools takes place via a machine-integrated CNC dressing unit. A diamond-plated, rotating dressing tool profiles the wheel in accordance with the respective gear parameters. The grinding tool is conditioned specifically for rough or finish grinding by selecting respective technological dressing parameters. Form consistency and cutting capacity of the grinding wheel is assured by repeated dressings, dependent on pre-defined stock removal rates. The automatic balancing produces smoother turning for larger grinding tools, and consequently, high gear quality. dressable CBN tools Single-layere
Results for
Turning tools - Import exportNumber of results
12 Products