

DIERMEIER ENERGIE GMBH
Germany

Whether diesel or engine oil pumps or filling guns with integrated meters – effective and controlled dosing of the products we offer is the basis for optimum use in everyday operations. Our high-quality product range enables you to dispense engine oils, AdBlue® or industrial greases, for example, efficiently and economically. We not only support you in choosing the right fluids, oils and greases, we also provide you with personal assistance throughout the entire process of optimizing your day-to-day operations.

DIERMEIER ENERGIE GMBH
Germany
In addition to our wide range of oils, lubricants and fluids, we supply your business with technical accessories for smooth operation in the workshop, factory and production. Our technical products meet the highest quality standards and are produced by renowned brands. For the optimum selection of oil pumps, grease guns and storage technology for oils, greases and fluids, our specialist advisors will support you from the very first minute.

OKS SPEZIALSCHMIERSTOFFE GMBH
Germany
Hydraulic oil for use in all areas of the food processing technology Compressor oil for screw and multiple vane rotary vacuum pumps at required oil ISO VG 68 Lubrication of other machine elements, such as rolling and friction bearings in the food processing technology Advantages and benefits NSF H1 registered Long operating times through excellent oxidation stability Good low-temperature behaviour Wide operating temperature range Resistant to cold and hot water, water steam, disinfectants and cleaning agents Reduces friction and wear Good corrosion protection Free of mineral oil Conforms to VDL requirements

OKS SPEZIALSCHMIERSTOFFE GMBH
Germany
Hydraulic oil for use in all areas of the food processing technology Compressor oil for screw and multiple vane rotary vacuum pumps at required oil ISO VG 32 Lubrication of other machine elements, such as rolling and friction bearings in the food processing technology Advantages and benefits NSF H1 registered Long operating times through excellent oxidation stability Good low-temperature behaviour Wide operating temperature range Resistant to cold and hot water, water steam, disinfectants and cleaning agents Reduces friction and wear Good corrosion protection Free of mineral oil Conforms to VDL requirements

OKS SPEZIALSCHMIERSTOFFE GMBH
Germany
Hydraulic oil for use in all areas of the food processing technology Compressor oil for screw and multiple vane rotary vacuum pumps at required oil ISO VG 46 Lubrication of other machine elements, such as rolling and friction bearings in the food processing technology Advantages and benefits NSF H1 registered Long operating times through excellent oxidation stability Good low-temperature behaviour Wide operating temperature range Resistant to cold and hot water, water steam, disinfectants and cleaning agents Reduces friction and wear Good corrosion protection Free of mineral oil Conforms to VDL requirements

Do you sell or make similar products?
Sign up to europages and have your products listed

LEISTRITZ PUMPEN GMBH
Germany
Global energy consumption is constantly rising. The raw material required for vehicle operation, energy production and other products is predominantly based on crude oil and natural gas. Screw pumps are often used in the production of these valuable commodities. For decades, Leistritz has been an expert partner for the oil and gas industry, whether for pumping tasks in crude oil production using multi-phase pumps, transfer and injection pumps or in the transportation of crude oil using booster or pipeline start-up pumps. Leistritz pumps are also used in refinery processes.
NASH - ZWEIGNIEDERLASSUNG DER GARDNER DENVER DEUTSCHLAND GMBH
Germany
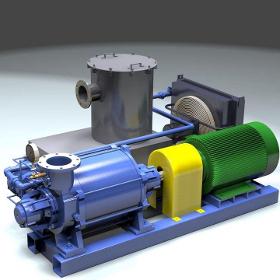
0-29 in HgV (to 33 mbar abs) If you thought you couldn't afford the water costs associated with operating a liquid ring pump…think again. One of the wonderful features of the liquid ring pump is that it can be operated with a multitude of different fluids. A self-contained oil sealed system has a number of benefits over a traditional water sealed system: It eliminates water usage and disposal costs; it allows you to install it in remote locations where water may not be available; it allows you to attain higher vacuum levels than with water; it can prevent the condensing or dissolving of a process gas; it permits anhydrous processing with a liquid ring pump. Self contained system complete with off of the components for your basic operating needs. Standard components include: pump, TEFC motor, coupling or v-belt drive, drive guard, separator with oil mist eliminator, air cooled heat exchanger, recirculated seal line controls and high temperature alarm switch. Options include: inlet isolation valve, inlet check valve, vacuum relief valve, inlet filter, control panel and system skid plate. An oil sealed liquid ring system is more tolerant of carryover and wear, and it provides quiet operation. The oil is not required for lubrication which means it can operate at extremely long intervals between oil changes, easily going more than 10,000 hours with no down time. Aside from a periodic oil and filter change, the system can run for years with no scheduled maintenance. If your process requires very deep vacuum, Gardner Denver Nash has the solution. Using a two-stage liquid ring pump in an oil sealed system, vacuum levels lower than 10 Torr (29.6" HgV) can be attained.
Results for
Oil pump - Import exportNumber of results
8 ProductsCountries
Company type