

SCHUBERT & SALZER CONTROL SYSTEMS GMBH
Germany

Robust stainless steel check valve with high flow capacity for aggressive media and high operating temperatures.

SCHMITTER HYDRAULIK GMBH
Germany
Category Compressed-air technology / Functional connections / Check valves / For hose connection Product number supplier 240253
SCHMITTER HYDRAULIK GMBH
Germany
Category Compressed-air technology / Functional connections / Check valves / For hose connection Product number supplier 240252
SCHMITTER HYDRAULIK GMBH
Germany
Category Compressed-air technology / Functional connections / Check valves / For hose connection Product number supplier 240253
SCHMITTER HYDRAULIK GMBH
Germany
Category Compressed-air technology / Functional connections / Check valves / For hose connection Product number supplier 240252

Do you sell or make similar products?
Sign up to europages and have your products listed

LUDWIG HUNGER WERKZEUG- UND MASCHINENFABRIK GMBH
Germany
1.Standard Equipment DP1 Valve Leak Detector including a set of seven adapter plates, a flexible extension hose and a sturdy storage case. 2. Working Principle Applying an air pressure of about 6 bar to the DP1 Valve Leak Detector results in a max. vacuum of about 850 mbar which is applied via an adapter plate to the inlet or exhaust port of the cylinder head to check the respective valve for leakage. The vacuum gauge at the DP 1 indicates the tightness of the valve.
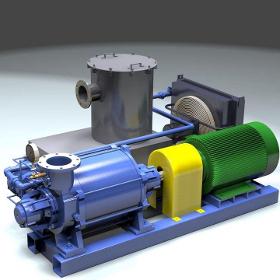
NASH - ZWEIGNIEDERLASSUNG DER GARDNER DENVER DEUTSCHLAND GMBH
Germany
0-29 in HgV (to 33 mbar abs) If you thought you couldn't afford the water costs associated with operating a liquid ring pump…think again. One of the wonderful features of the liquid ring pump is that it can be operated with a multitude of different fluids. A self-contained oil sealed system has a number of benefits over a traditional water sealed system: It eliminates water usage and disposal costs; it allows you to install it in remote locations where water may not be available; it allows you to attain higher vacuum levels than with water; it can prevent the condensing or dissolving of a process gas; it permits anhydrous processing with a liquid ring pump. Self contained system complete with off of the components for your basic operating needs. Standard components include: pump, TEFC motor, coupling or v-belt drive, drive guard, separator with oil mist eliminator, air cooled heat exchanger, recirculated seal line controls and high temperature alarm switch. Options include: inlet isolation valve, inlet check valve, vacuum relief valve, inlet filter, control panel and system skid plate. An oil sealed liquid ring system is more tolerant of carryover and wear, and it provides quiet operation. The oil is not required for lubrication which means it can operate at extremely long intervals between oil changes, easily going more than 10,000 hours with no down time. Aside from a periodic oil and filter change, the system can run for years with no scheduled maintenance. If your process requires very deep vacuum, Gardner Denver Nash has the solution. Using a two-stage liquid ring pump in an oil sealed system, vacuum levels lower than 10 Torr (29.6" HgV) can be attained.
Results for
Check valves - Import exportNumber of results
8 ProductsCountries
Company type