
INTENSE SRL - TECNICHE DI ASSEMBLAGGIO
Italy
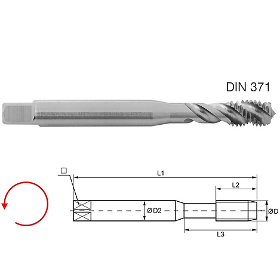
Thread standard: Metric, ISO DIN 13 Type: Machine tap Forma C, for blind holes, with spiral flutes Application: Left-hand Material of product: HSSE Surface treatment: no For materials: Unalloyed and low alloyed steel, non abrasive material Tensile strength up to: 900 N/mm2 Standard: DIN 371/376 Tolerance: ISO2/6H Left-hand (counter clockwise rotation). Tap for machine use in blind holes. The fast spiral flutes provide good chip removal from the blind hole. Our taps and dies are produced to the highest quality standards, to ensure precise quality threads. Wide range of hand, machine and rolling taps, dies and tools for cutting professional threads on various materials Correct lubrication is important for successful thread cutting and to decrease the wear of taps and dies. We recommend using our lubricants
INTENSE SRL - TECNICHE DI ASSEMBLAGGIO
Italy
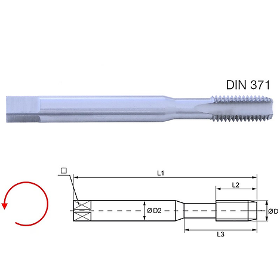
Thread standard: Metric, ISO DIN 13 Type: Machine tap Forma C, for through and blind holes, with straight flutes Application: Left-hand Material of product: HSSE Surface treatment: no For materials: Unalloyed and low alloyed steel, non abrasive material Tensile strength up to: 900 N/mm2 Standard: DIN 371/376 Tolerance: ISO2/6H Left-hand (counter clockwise rotation). Tap for machine use in blind and through holes. The short lead-in chamfer makes that tap universal in application. The flutes can hold the most part of the chips. Our taps and dies are produced to the highest quality standards, to ensure precise quality threads. Wide range of hand, machine and rolling taps, dies and tools for cutting professional threads on various materials Correct lubrication is important for successful thread cutting and to decrease the wear of taps and dies. We recommend using our lubricants.

INTENSE SRL - TECNICHE DI ASSEMBLAGGIO
Italy
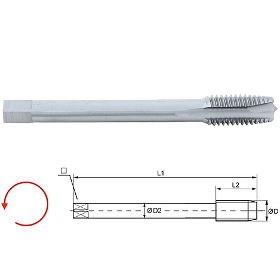
Thread standard: Metric, ISO DIN 13 Type: Machine tap Form B with spiral entry, for through holes Application: Left-hand Material of product: HSSE Surface treatment: no For materials: Unalloyed and low alloyed steel, non abrasive material Tensile strength up to: 900 N/mm2 Standard: DIN 371/376 Tolerance: ISO2/6H Left-hand (counter clockwise rotation). Tap for machine use and through holes. The spiral point pushes the chips ahead and prevents clogging of the flutes. Our taps and dies are produced to the highest quality standards, to ensure precise quality threads. Wide range of hand, machine and rolling taps, dies and tools for cutting professional threads on various materials Correct lubrication is important for successful thread cutting and to decrease the wear of taps and dies. We recommend using our lubricants.
INTENSE SRL - TECNICHE DI ASSEMBLAGGIO
Italy
Thread standard: Metric Fine, ISO DIN 13 Type: Machine tap Form B with spiral entry, for through holes Application: Left-hand Material of product: HSSE Surface treatment: no For materials: Unalloyed and low alloyed steel, non abrasive material Tensile strength up to: 900 N/mm2 Standard: DIN 374 Tolerance: ISO2/6H Left-hand (counter clockwise rotation). Tap for machine use and through holes. The spiral point pushes the chips ahead and prevents clogging of the flutes. Our taps and dies are produced to the highest quality standards, to ensure precise quality threads. Wide range of hand, machine and rolling taps, dies and tools for cutting professional threads on various materialsCorrect lubrication is important for successful thread cutting and to decrease the wear of taps and dies. We recommend using our lubricants.

AUTOMAZIONI INDUSTRIALI CAPITANIO SRL
Italy
GENERAL OPERATION The machine is built-up of a rotating plate and a knot device that allow to create the requested wire ties. When the cycle is running, the pinch roll insert the wire in the machine and the rotating plate starts to rotate creating the wire ties. The crossed ends of the wire are held together and twisted by rotation of the gripper. AUTOMATIC CYCLE When the operator press the “start” button, the automatic cycle command is sent to the machine. This signal allow to insert the wire into the rotating plate following the sequence below: - Realignment and lifting of the twister. - Realignment of the wire step cylinder. - Closing of the pinch roll. - Moving forward of the puller. - Insertion of the wire by means of forward rotation of the pinch roll. When the twister is in high position, the puller is moved forward, in order to pull out the wire ties. With a time delay, the machine starts a new tying cycle (according to the number of the ties set in the operator’s panel).

Do you sell or make similar products?
Sign up to europages and have your products listed
Results for
Rotational machine - Import exportNumber of results
5 ProductsCountries
Company type