SHORT MACHINE Tap Form D, General use, MF
Taps and Dies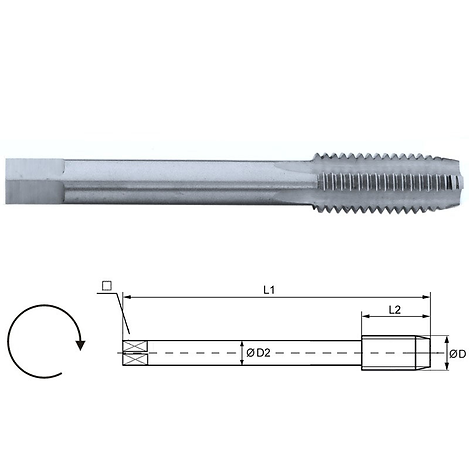
Description
Thread standard: Metric Fine, ISO DIN 13 Type: Short machine tap Form D, for through and blind holes Application: General use Material of product: HSSG Surface treatment: no For materials: Unalloyed and low alloyed steel, non abrasive material Tensile strength up to: 800 N/mm2 Standard: DIN 2181 Tolerance: ISO2/6H Efficient internal thread cutting. The short structural type makes this tap usable by machine and hand. Our taps and dies are produced to the highest quality standards, to ensure precise quality threads. Wide range of hand, machine and rolling taps, dies and tools for cutting professional threads on various materials Correct lubrication is important for successful thread cutting and to decrease the wear of taps and dies. We recommend using our lubricants. Brand: Baer Tools (Germany)
- Tools & Hardware
- Short Machine
- Short Hssg
- General Hssg
Documents
Similar products from INTENSE SRL - TECNICHE DI ASSEMBLAGGIO
INTENSE SRL - TECNICHE DI ASSEMBLAGGIO
Italy

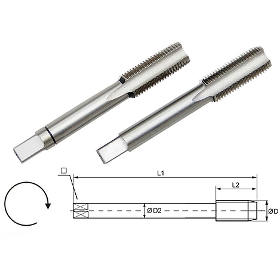
Thread standard: Metric Fine, ISO DIN 13 Type: Hand tap, Form C, for through and blind holes, with straight flutes Application: General use Material of product: HSSG Surface treatment: no For materials: Unalloyed and low alloyed steel, non abrasive material Tensile strength up to: 900 N/mm2 Standard: DIN 2181 Tolerance: ISO2/6H Set of 2 taps (taper, finish). Two-piece hand taps- sets are used for fine threads with a smaller pitch than with coarse thread, as the thread profile surface is smaller than with coarse threads and the force effects on the taps are smaller. The advantage of two-piece hand taps is that the respective parts of a set share the cutting power: The taper tap (No. 1) (marked with a ring) removes 65 per cent of the thread profile and the and brings the thread into shape. The finishing tap (No. 3) has no ring marking and cuts the remaining thread profile to produce the 100% full and usable thread.

INTENSE SRL - TECNICHE DI ASSEMBLAGGIO
Italy
Thread standard: Metric, ISO DIN 13 Type: Short machine tap Form D, for through and blind holes Application: General use Material of product: HSSG Surface treatment: no For materials: Unalloyed and low alloyed steel, non abrasive material Tensile strength up to: 800 N/mm2 Standard: DIN 352 Tolerance: ISO2/6H Efficient internal thread cutting. The short structural type makes this tap usable by machine and hand. Our taps and dies are produced to the highest quality standards, to ensure precise quality threads. Wide range of hand, machine and rolling taps, dies and tools for cutting professional threads on various materials

INTENSE SRL - TECNICHE DI ASSEMBLAGGIO
Italy
Thread standard: Metric, ISO DIN 13 Type: Hand tap, Form C, for through and blind holes, with straight flutes Application: General use Material of product: HSSG Surface treatment: no For materials: Unalloyed and low alloyed steel, non abrasive material Tensile strength up to: 900 N/mm2 Standard: DIN 352 Tolerance: ISO2/6H Set of 3 taps (taper, intermediate, finish). Three-piece hand taps- sets are used for regular threads with coarse pitch, as the thread profile area is larger than for fine threads and the force effects on the taps are greater. The advantage of three-piece hand taps is that the respective parts of a set share the cutting power: The taper tap (No. 1) (marked with one ring) removes 65 per cent of the thread profile and the intermediate tap (No. 2) (marked with two rings) removes 85 per cent. Pre-cutting and reworking with the intermediate tap (No. 2) bring the thread into shape. In the last step, the finishing tap (No. 3) is used, which has no ring marking.
INTENSE SRL - TECNICHE DI ASSEMBLAGGIO
Italy
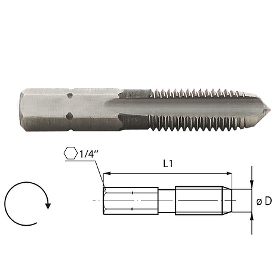
Thread standard: Metric, ISO DIN 13 Type: Machine bit tap Form D, for through and blind holes Application: General use Material of product: HSSG Surface treatment: no For materials: Unalloyed and low alloyed steel, non abrasive material Tensile strength up to: 900 N/mm2 Standard: Factory standard Tolerance: ISO2/6H Bit taps have been designed for thread cutting using battery-powered screwdriver drills and electric hand drills with right-hand and left-hand rotation. But they are also suitable for thread cutting by hand or in a stationary drilling machine. Your battery-powered screwdriver drill should have a minimum power of 7.5 Volts. Take care that the tool and the axis of the hole are exactly aligned and use a suitable cutting oil. For thread cutting we recommend using battery-powered screwdriver drills and electric hand drills with lowest rotaionsettings (0 - 450 RPM) and maximum torque settings.